



Тройник стальной переходной сварной 88,9×8-60,3×5,6 DN 80×50 Type A EN 10253-2 приварной встык BW
Тройник переходной относятся к соединительным деталям трубопровода, предназначенный для присоединения к магистральному трубопроводу боковых ответвлений труб меньшего диаметра. Условный проход дополнительной ветви меньше, чем сечение основной трубы. При переходе через тройник рабочей среды в канал с другим диаметром, ее давление изменяется постепенно.
Тройники стальные переходные EN 10253 имеют разные диаметры ответвлений и применяются в тех местах, где меняет сечение прохода и, как следствие, давление напора рабочей среды. Переходной тройник служит для скрепления труб с разным диаметром, смешивает и разъединяет потоки между ветвями трубопровода. Тройники по способу крепления изготавливается приварным. Тройник приварной встык обладает лучшей герметичностью и прочностью соединения.
Технологии изготовления переходных тройников EN 10253 – 2
Норматив EN 10253-2 определяет технические требования к поставке бесшовных, сварных тройников (равнопроходных и переходных) для стыковой сварки из углеродистой и легированной стали, которые предназначены для использования под давлением при комнатной температуре, при низкой температуре или при повышенной температуре, а также для передача и распределение жидкостей и газов.
Выделяют два основных метода производства европейских тройников:
- сварные тройники – изготавливают либо из листового металлопроката (листа/пластины или полосы) с помощью сварки, либо из сварных труб.
- бесшовные тройники – фитинги, изготовленный без сварки из исходного материала, который не сваривается. Изготавливаются методами горячей или холодной штамповки, горячей прокатки или ковки. Заготовками служит металлопрокат только до Дн=600 мм, для тройников большего диаметра — тройники изготавливаются сварным способом.
Тройники переходные – Reducing Tees EN 10253 бывают двух видов:
Type A – фитинги типа А имеет ту же толщину стенки на концах сварки и на корпусе фитинга, что и труба с той же указанной толщиной стенки. Их сопротивление внутреннему давлению меньше, чем у трубы с тем же заданным размерами: диаметром, толщиной стенки и той же маркой стали.
Type B – фитинги типа B имеют увеличенную толщину стенки в корпусе фитинга. Они, как правило, выдерживают такое же давление, как и трубы с тем же заданным диаметром, толщиной стенки и той же маркой стали.
Процесс изготовления тройников по стандарту EN 10253-2
- Горячая деформация — Заготовки запрессовывают в матрицу, далее проводят прокатку либо ковку с последующей механической обработкой. Либо Холодная деформация — Заготовкам придают форму с помощью прессования в матрицах.
- Термообработка. Тройники обязательно должны поставляться с окончательной термообработкой. В случае горячей деформации фитинги из марок углеродистой стали могут поставляться без термической обработки, если при горячей деформации получается техническая эквивалентная металлургическая структура с соответствующими механическими свойствами. Это условие считается выполненным, когда операция окончательной формовки завершается при температуре от 750 °C до 980 °C. Если сварка является частью производственного процесса фитинга, окончательная термообработка должна быть после сварки.
- Окончательная обработка. При толщине стенок менее 3 мм концы могут быть обрезаны квадратным срезом или слегка скошены. При толщине стенок от 3 мм до 22 мм концы должны быть скошены под углом 30° — 0 + 5° с корневой поверхностью 1,6 мм ± 0,8 мм. Для стенок толщиной более 22 мм должен быть согласован тип скоса. При толщине стенок 3 мм, где необходима механическая обработка на концах сварки, толщина толщины может быть уменьшена путем увеличения по конусу, при этом конусность не должна превышать: внешний — 30°; внутренний — 18°. На концах фитингов не должно быть острых заусенцев.
- Контроль качества и контроль продукции. Проводится проверка: химический анализ, испытание на растяжение, испытание сварного шва на поперечное растяжение, испытание на твердость, испытание сварного шва на изгиб, испытание на ударную вязкость, измерение размеров, визуальный контроль, неразрушающий контроль сварного шва.
- Маркировка. Маркировка должна быть нанесена штампом. Штамповка не должна носиться в зоне сварного шва.
Сферы и области применения тройников ЕН 10253-2:
- в нефтяной отрасли;
- в машиностроении;
- в сельском хозяйстве;
- в энергетике.
Выбор типа стали для тройника переходного:
Выбор типа стали и уровня требований зависит от многих факторов, следует принимать во внимание свойства транспортируемой жидкости, условия эксплуатации, конструктивные нормы и любые законодательные требования. Стандартом EN 10253-2 предусматриваются следующие нелегированные и ферритные легированные марки сталей с особыми требованиями к контролю:
Марки стали: P235TR2 / 1.0255 , P265TR2 / 1.0259 , P235GH / 1.0345 , P265GH / 1.0425 , 16Mo3 / 1.5415 , 10CrMo5-5 / 1.7338 , 13CrMo4-5 / 1.7335 , 10CrMo9-10 / 1.7380 , X11CrMo5 / 1.7362 , X11CrMo9-1 / 1.7386 , X10CrMoVNb9-1 / 1.4903 , P355N / 1.0562 , P355NH / 1.0565 , P355NL1 / 1.0566 , P215NL / 1.0451 , P265NL / 1.0453 , 12Ni14 / 1.5637 , X10Ni9 / 1.5682 , L290NB / 1.0484 , L360NB / 1.0582 , L360QB / 1.8948 , L415NB / 1.8972 , L415QB / 1.8947 , L450QB / 1.8952.
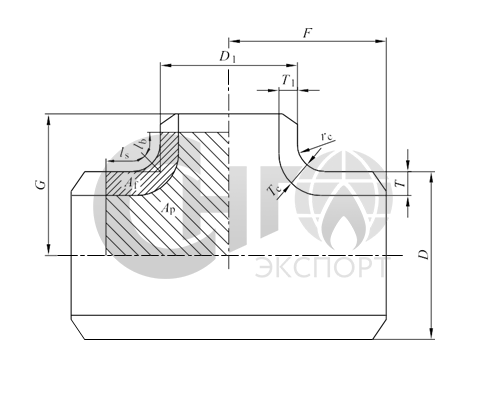
Чертежи тройника переходного TYPE A EN 10253-2:
Тип тройника: переходной, чертеж
Тип: Type A, чертеж
ООО «СНГ-Экспорт» осуществляет поставки стальных сварных переходных тройников по Стандарту EN 10253-2 как крупным оптом, так и небольшими розничными партиями. Вся продукция прошла проверку на соответствие стандарта EN 10253-2.

{kind=link}
{kind=link}
Отзывы
Отзывов пока нет.